

25/07/26 - Fuel overflow line - 5h
Worked today on the fuel overflow line.
The fuel pump overflow line is connected to the vent port of the engine-driven mechanical fuel pump on the Superior IO-360. Under normal operating conditions, this line remains dry and does not carry fuel. Its primary purpose is to safely route any fuel overboard in the unlikely event that the fuel pump's internal diaphragm develops a leak.
The mechanical fuel pump contains two diaphragms separated by a vented chamber. If the fuel-side diaphragm fails, fuel escapes through the vent port instead of entering the engine crankcase, where it could dilute the engine oil or create a fire hazard. The overflow line directs this leaking fuel safely beneath the engine cowl, providing a clear visual indication that the fuel pump requires immediate inspection or replacement.
During every pre-flight inspection, the outlet of the overflow line should be checked for signs of fuel staining, blue avgas residue, or active fuel leakage. Any evidence of fuel from this line is abnormal and should be investigated before further flight, as it is an indication of a failing mechanical fuel pump.
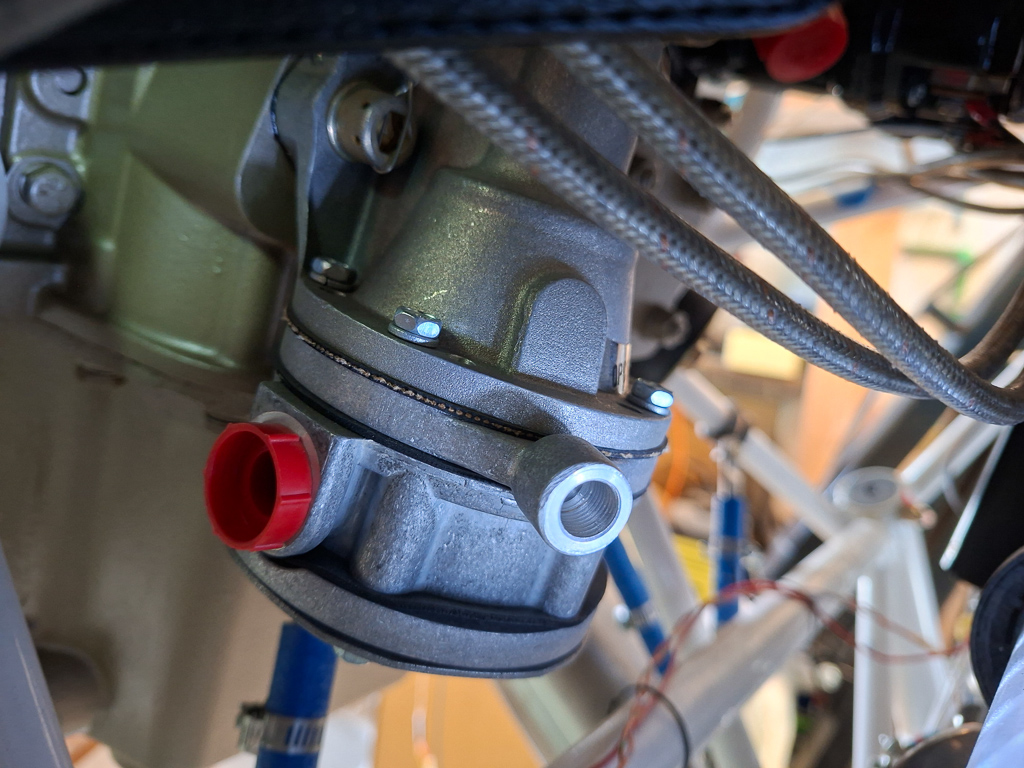
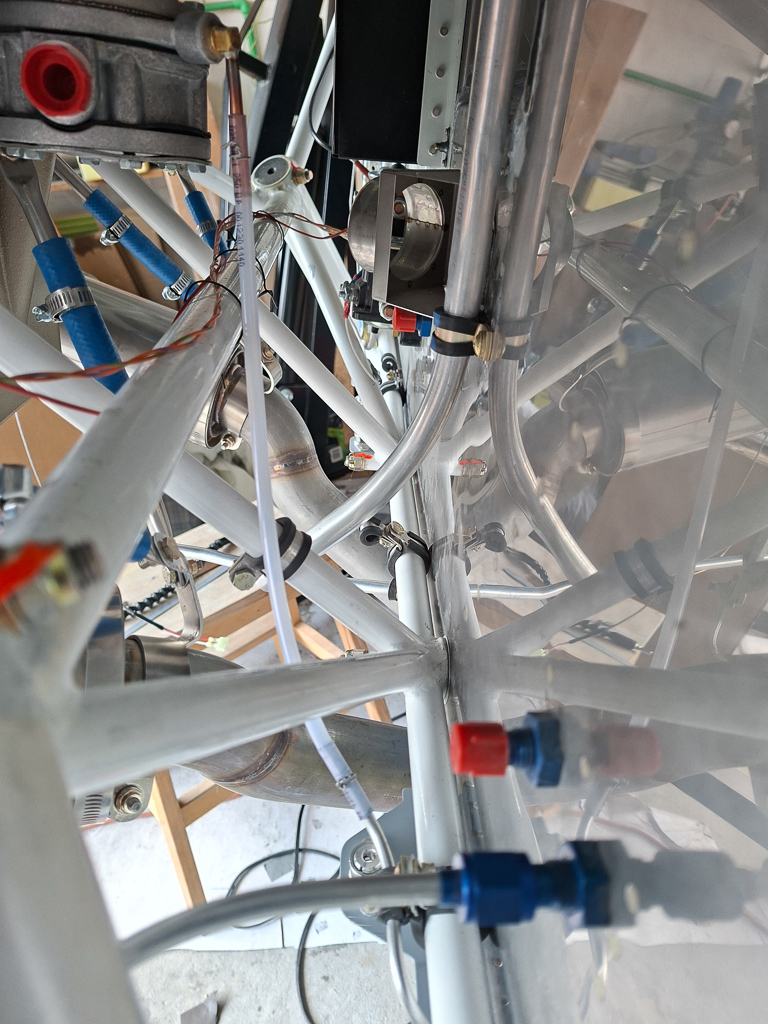
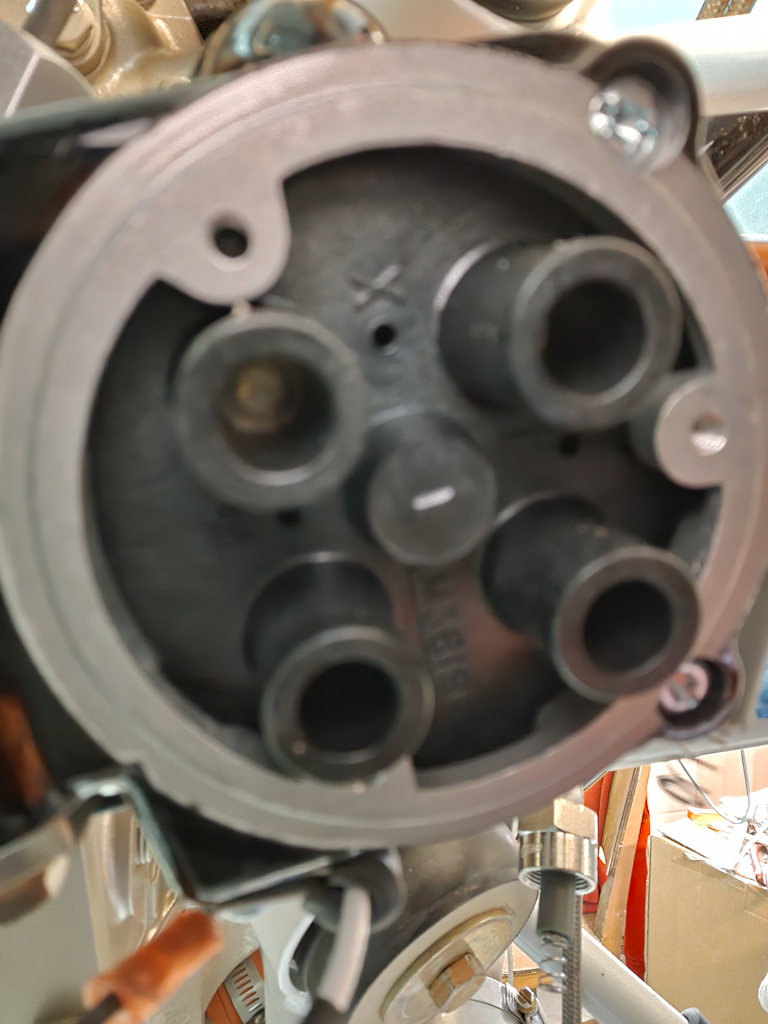
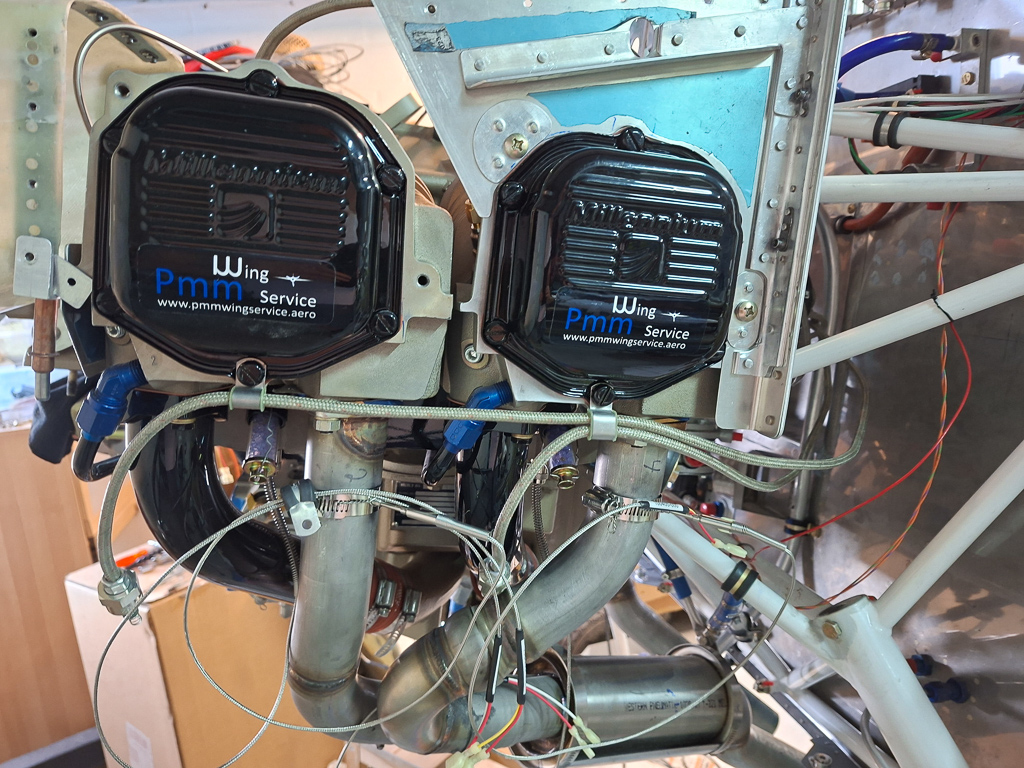
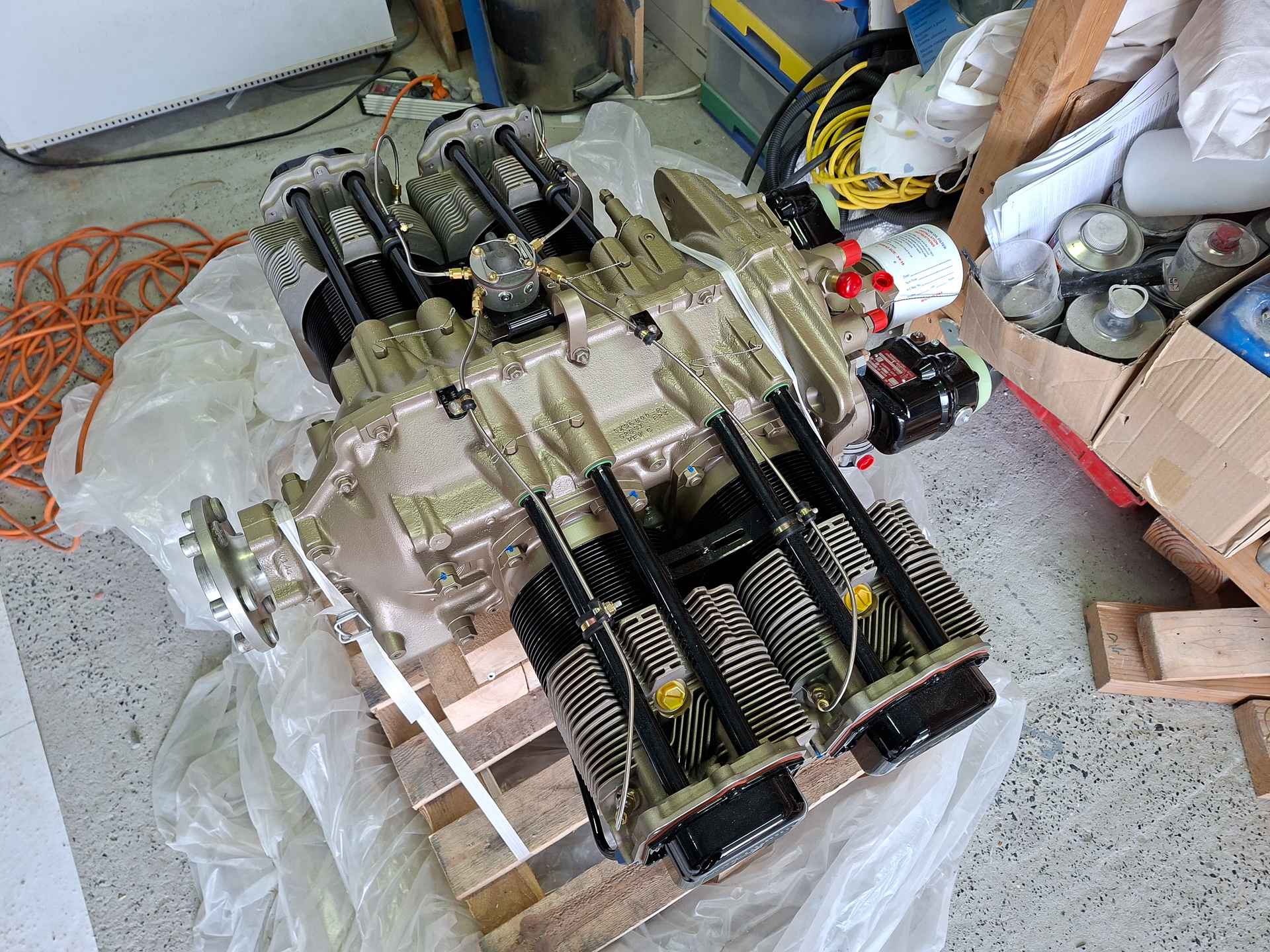
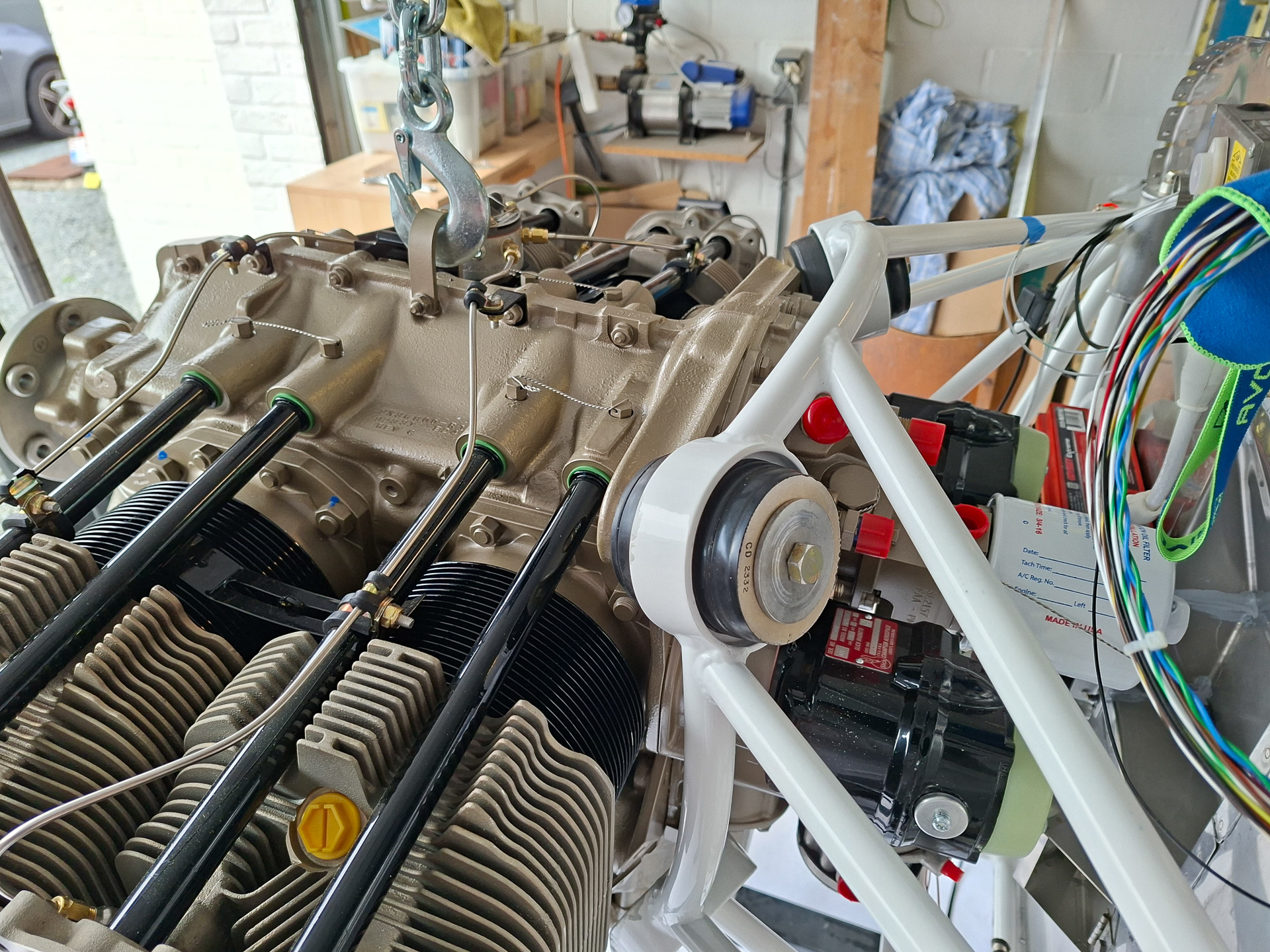
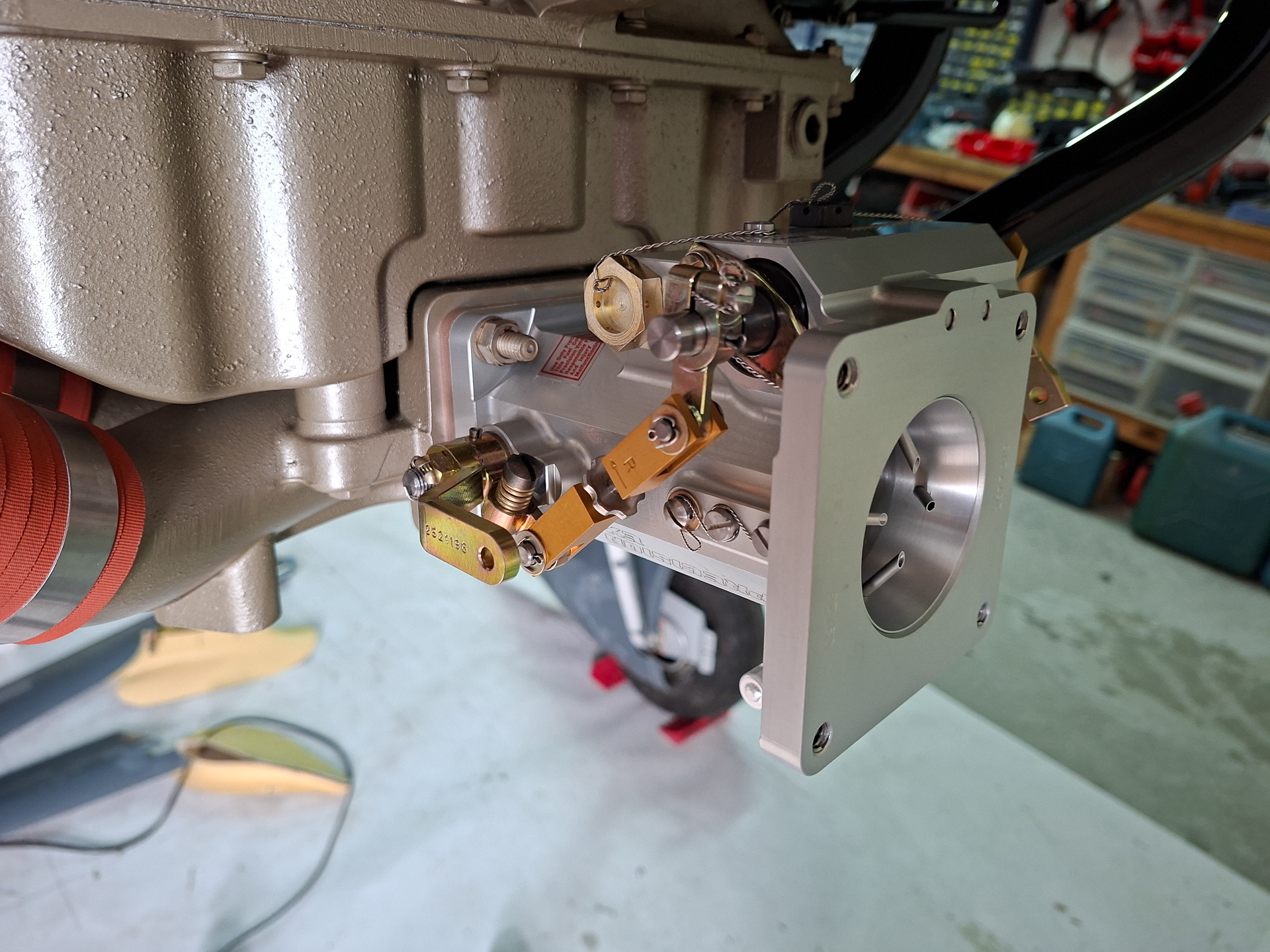
Vans sells an overflow plug which screws into the fuel overflow port of the mechanical fuel pump at the rear of the engine.
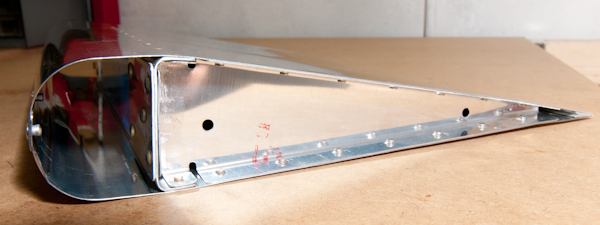
In the image below, the overflow port is the one I removed the red plug from.The other ports are the in and out flow of fuel in regular operations.
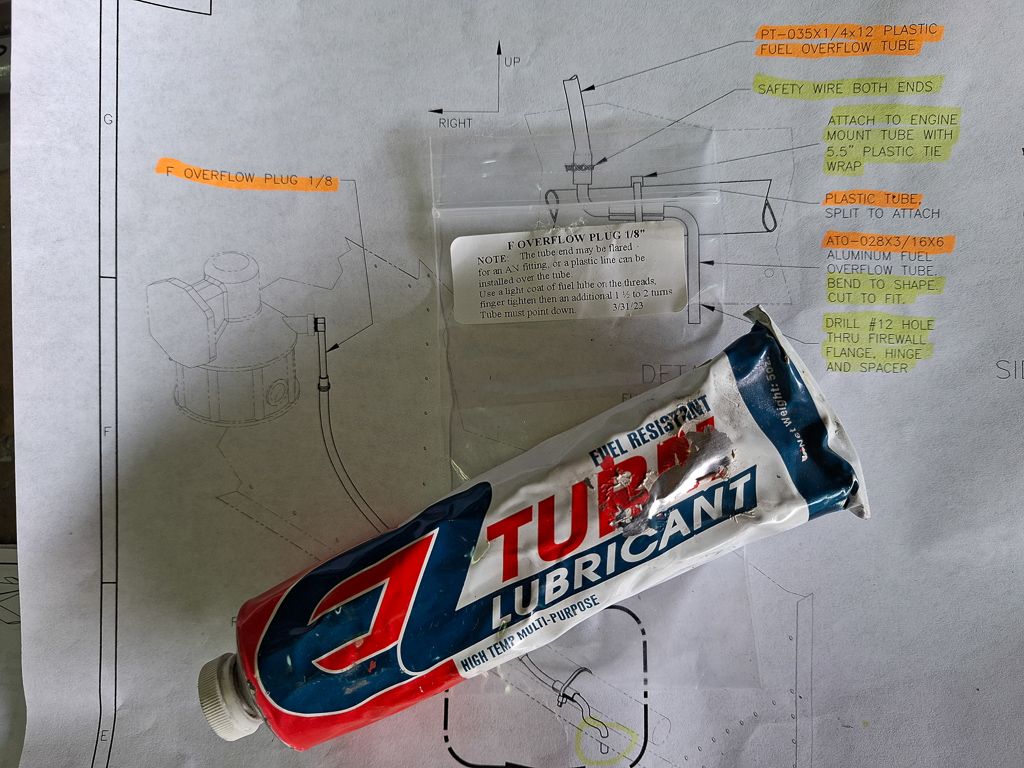
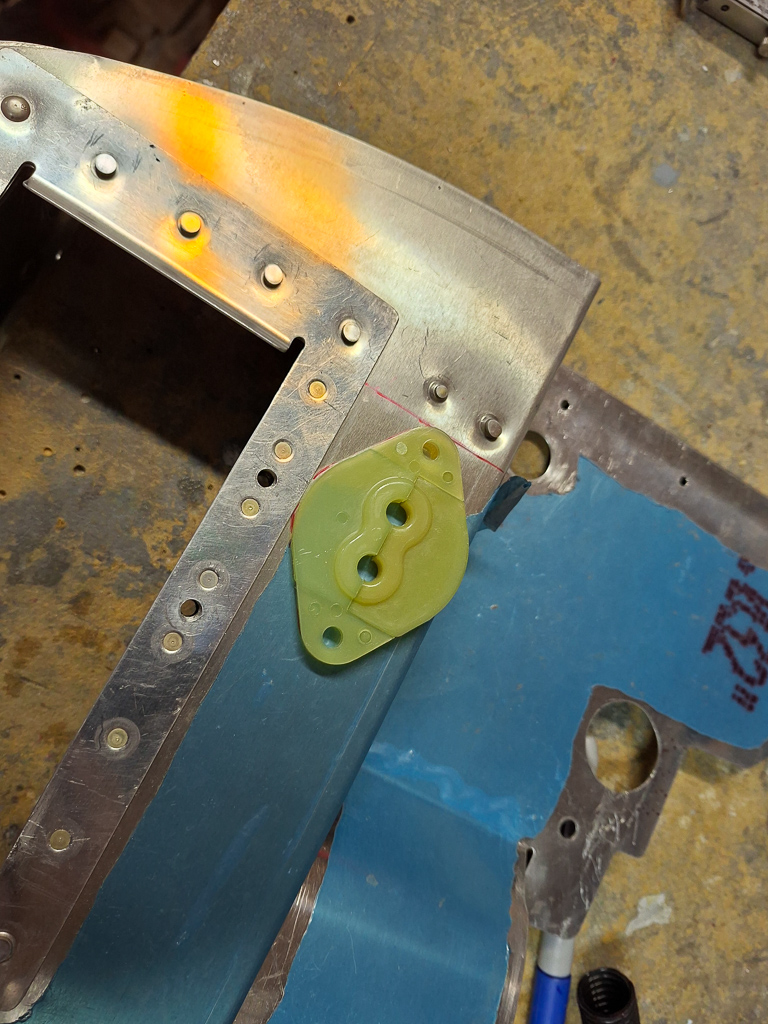
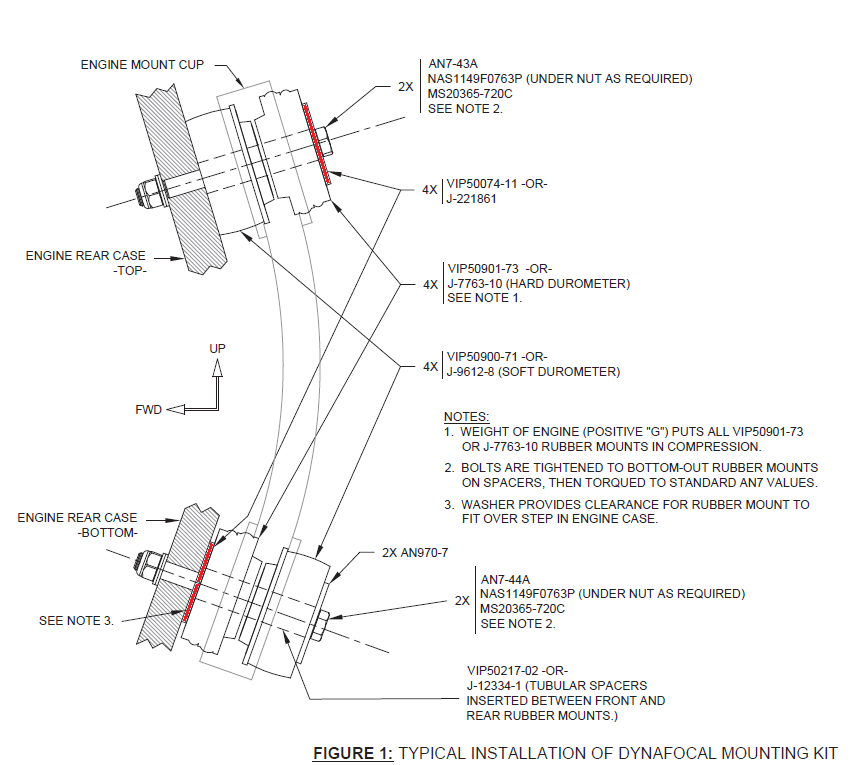
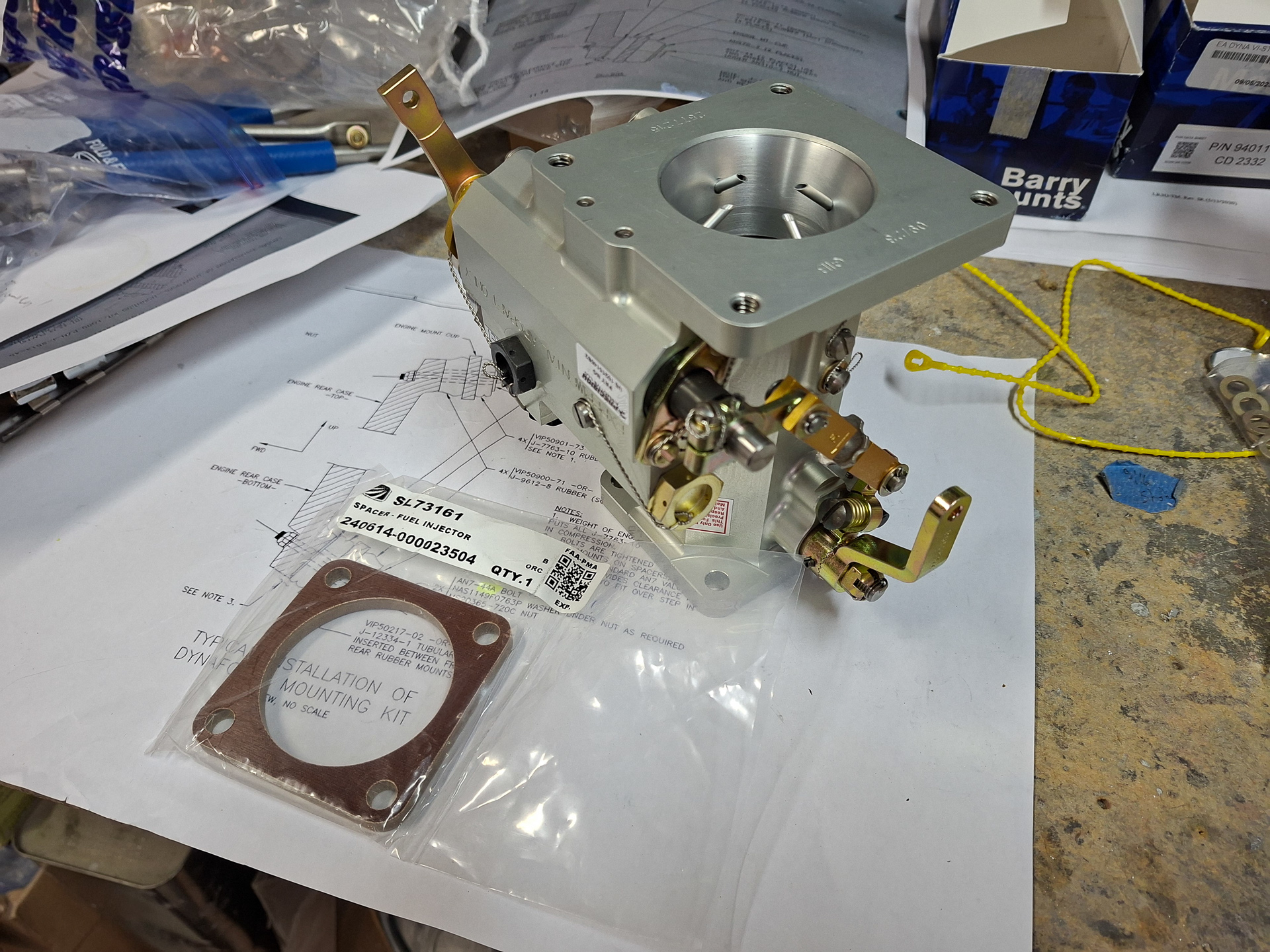
The image below shows the plan how to install the overflow line and an image of the plug that screws into the overflow line on the mechanical fuel pump.
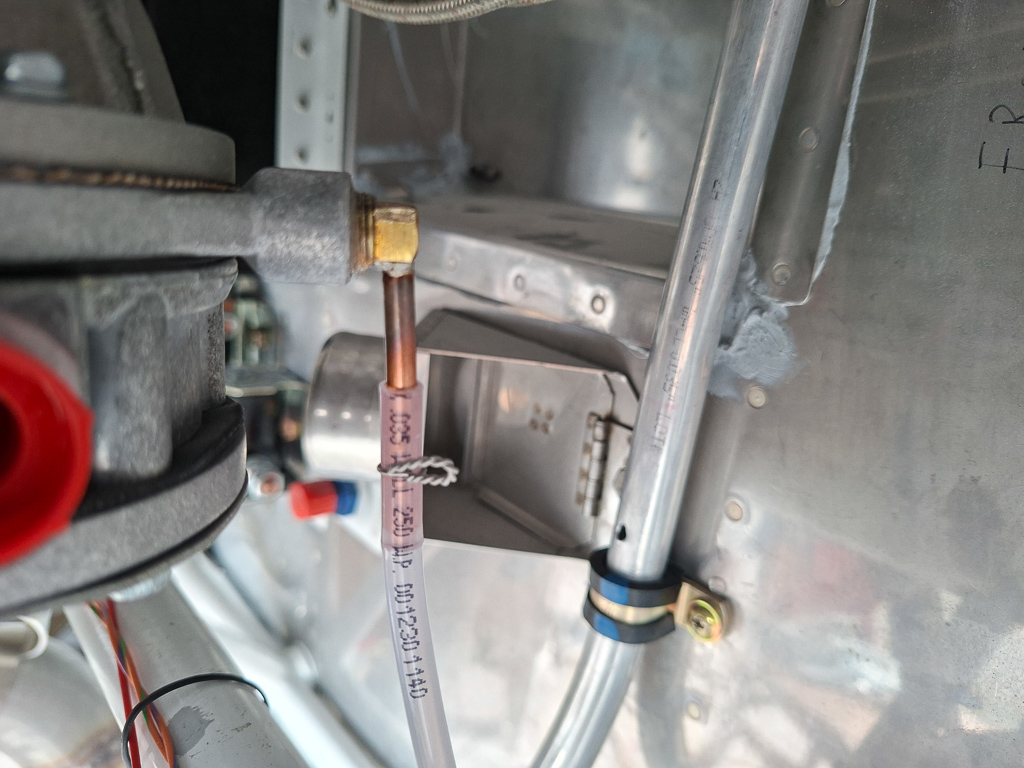
The line passed this piece is a plastic tube which is connected to a 3/16" alu tube that curves around the lower engine mount and spills the excess fuel overboard through a hole in the flange of the firewall.
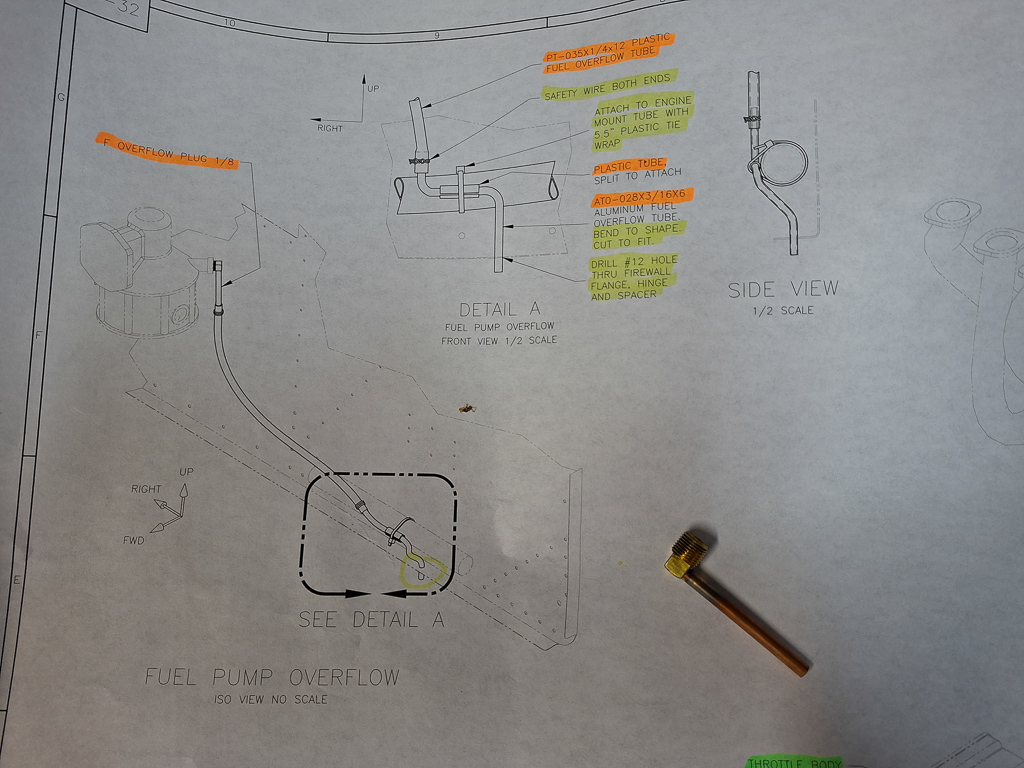
You should create a small flare on the bottom of this tube plug. Don't overdo it as you won't be able to fit a plastic tube over. The flare prevents the plastic tube from sliding off the tube. Some saftey wire holds the plastic tube onto this.

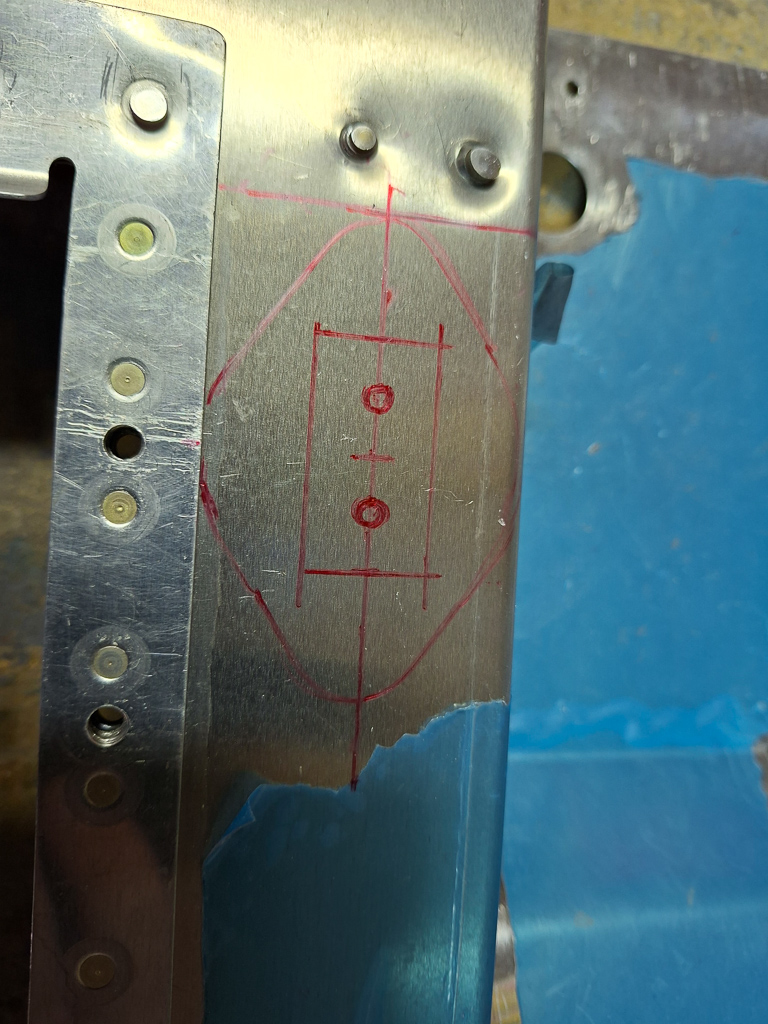
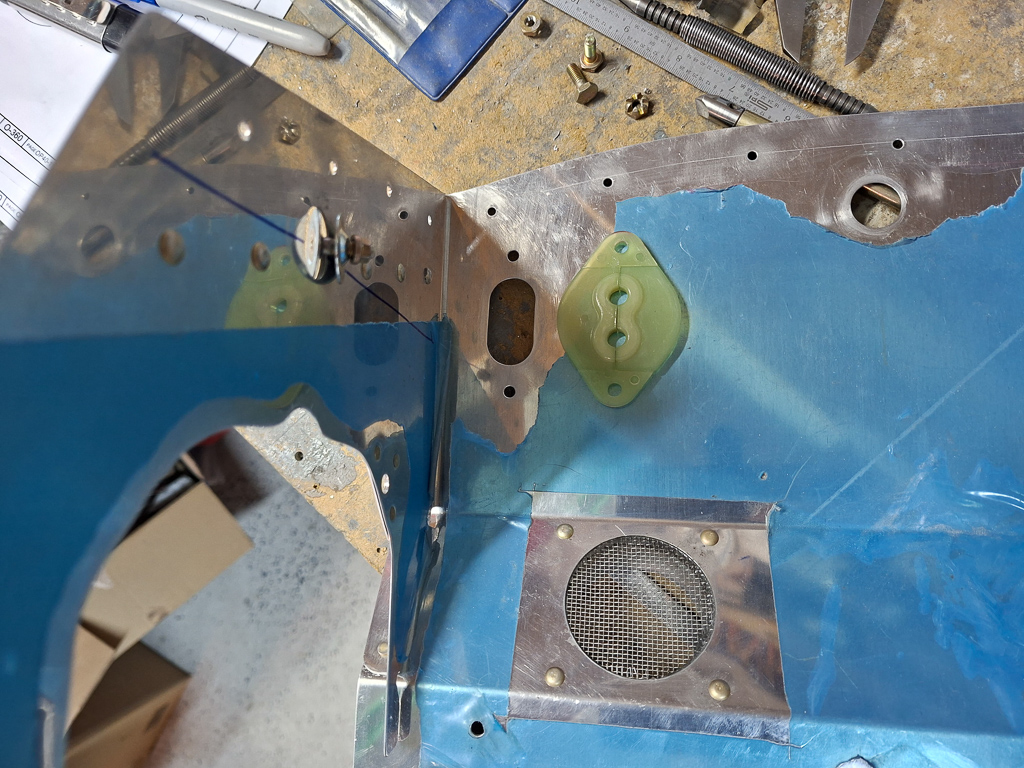
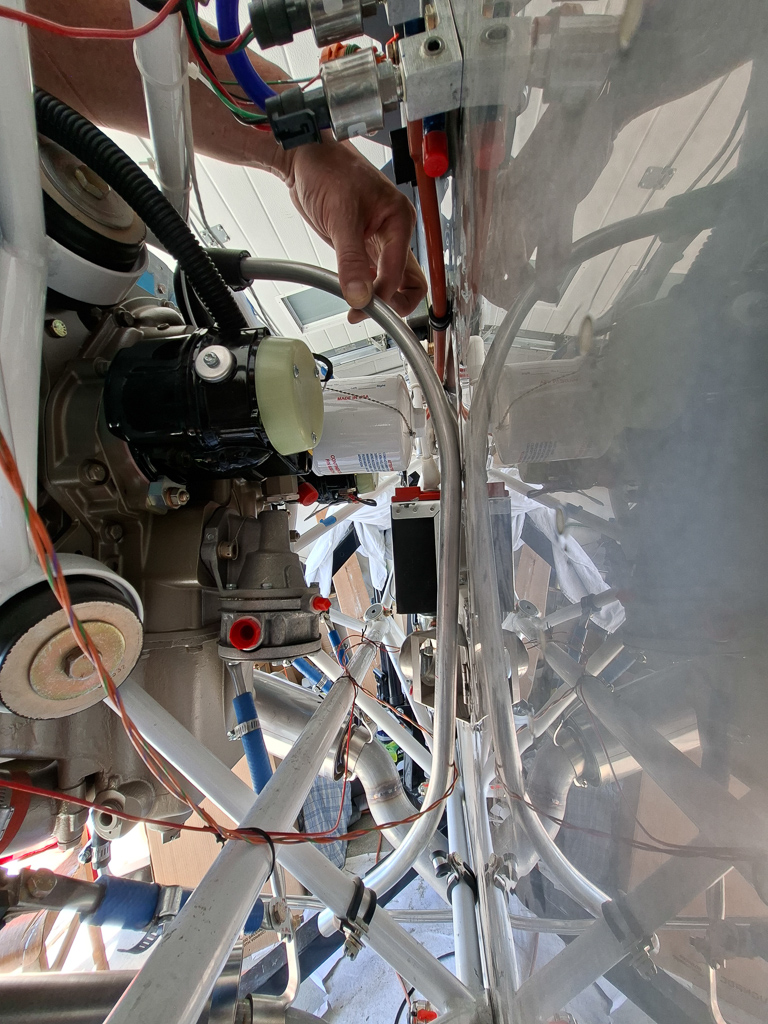
I needed to find a good exit point on the frewall flanges. The plans don't really give you an indication where this should be. I held the plastic tube down from the fuel pump and tried to determine the best possible routing.
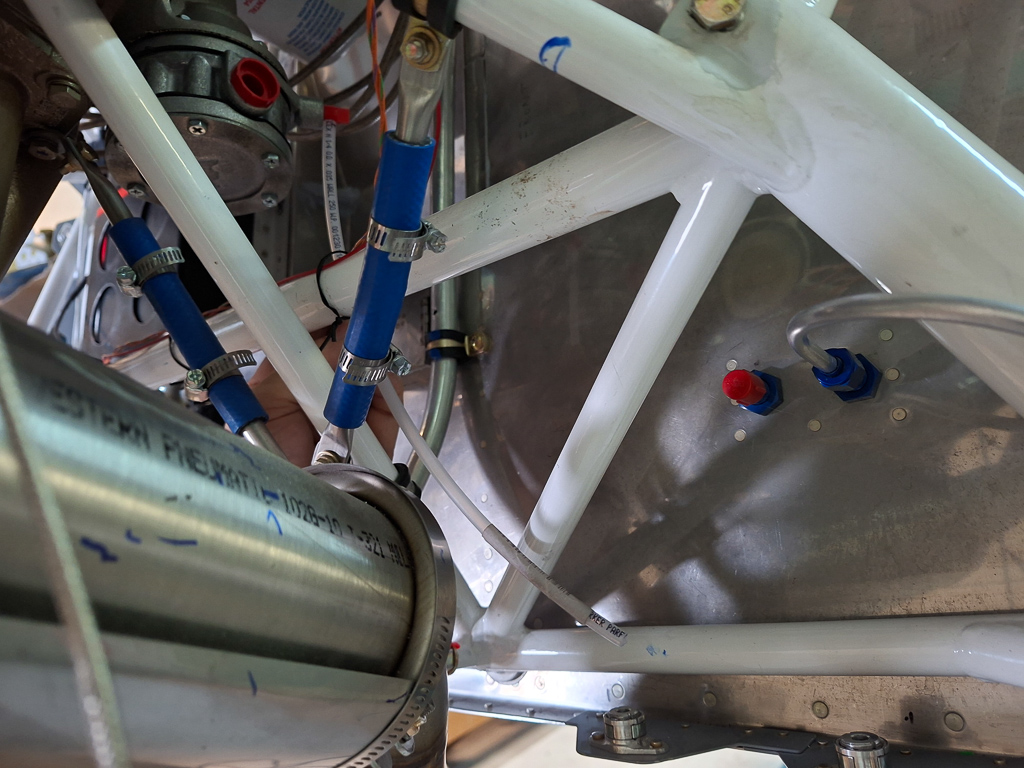
The best spot was to pass the plastic tube in front of the diagonal engine mount tube, down towards the bottom flange of the fuselage.
I used a piece of safety wire which I bent in shape in order to get an idea how the aluminum tube should be shaped.

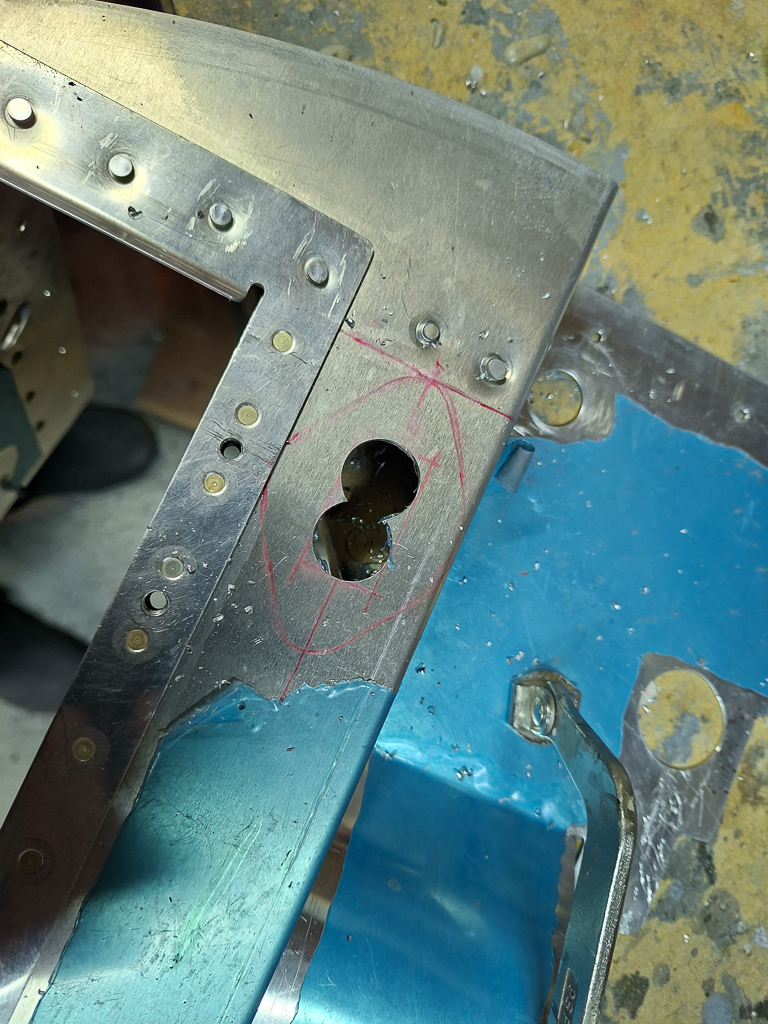
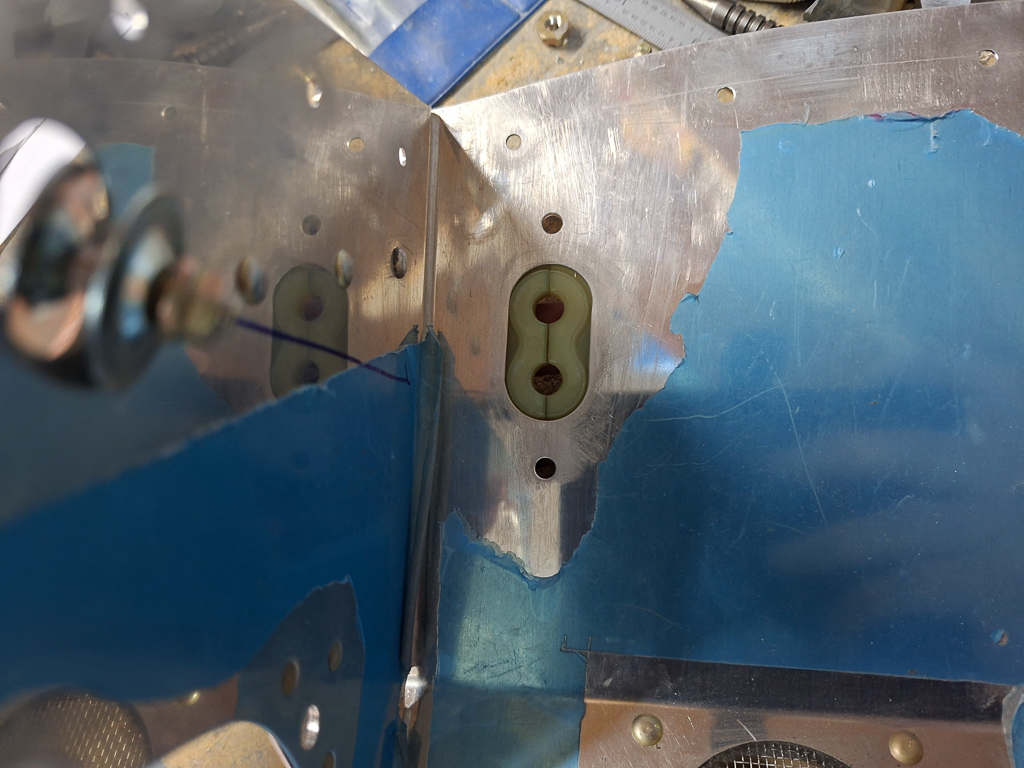
The best possible exit location was on this skybolt tab. It leads the fuel far enough from the exhaust pipes exit and is as far as I can go with the provided plastic tube by Vans..
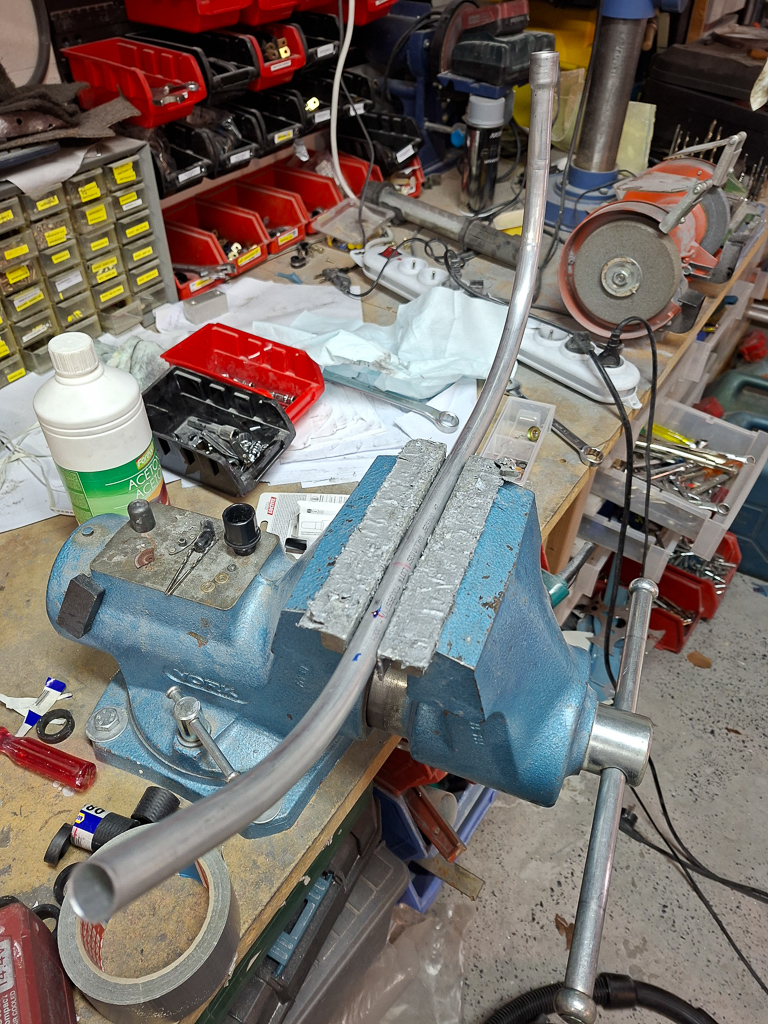
Then started shaping the 3/16" tube. Vans plans tell you to put some plastic tube over the aluminum tube and use zip tyraps on the engine mount.
Each time I hear ziptie and engine mount in the same sentence, it gives me the shivers. It's just not a good idea.
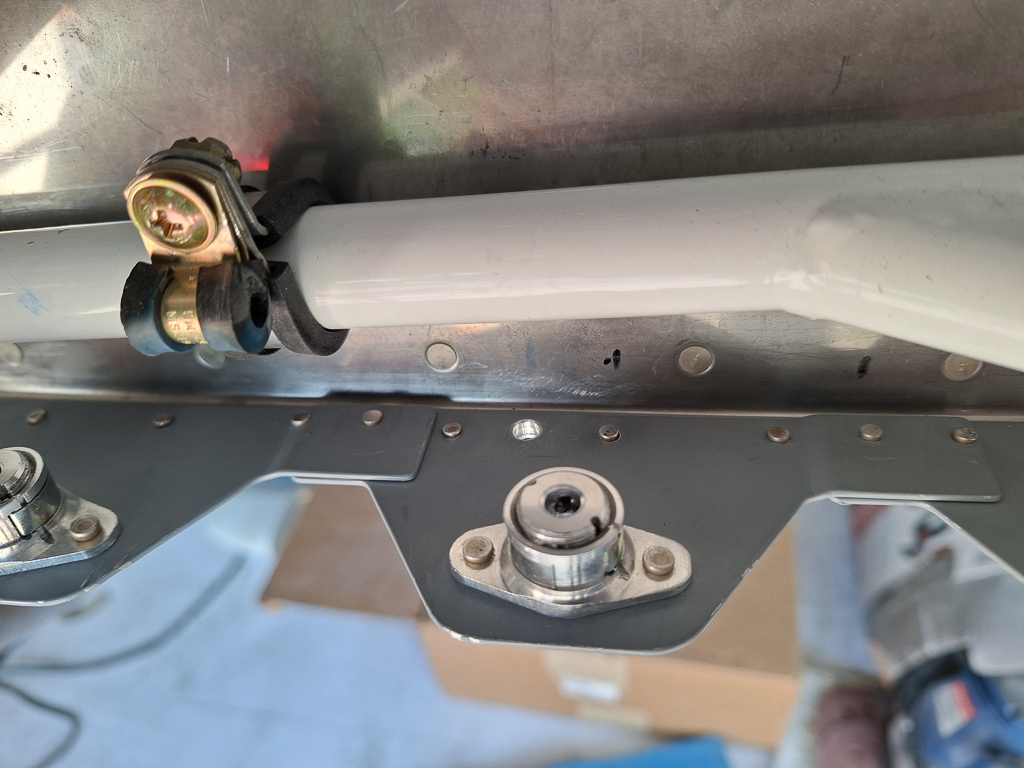
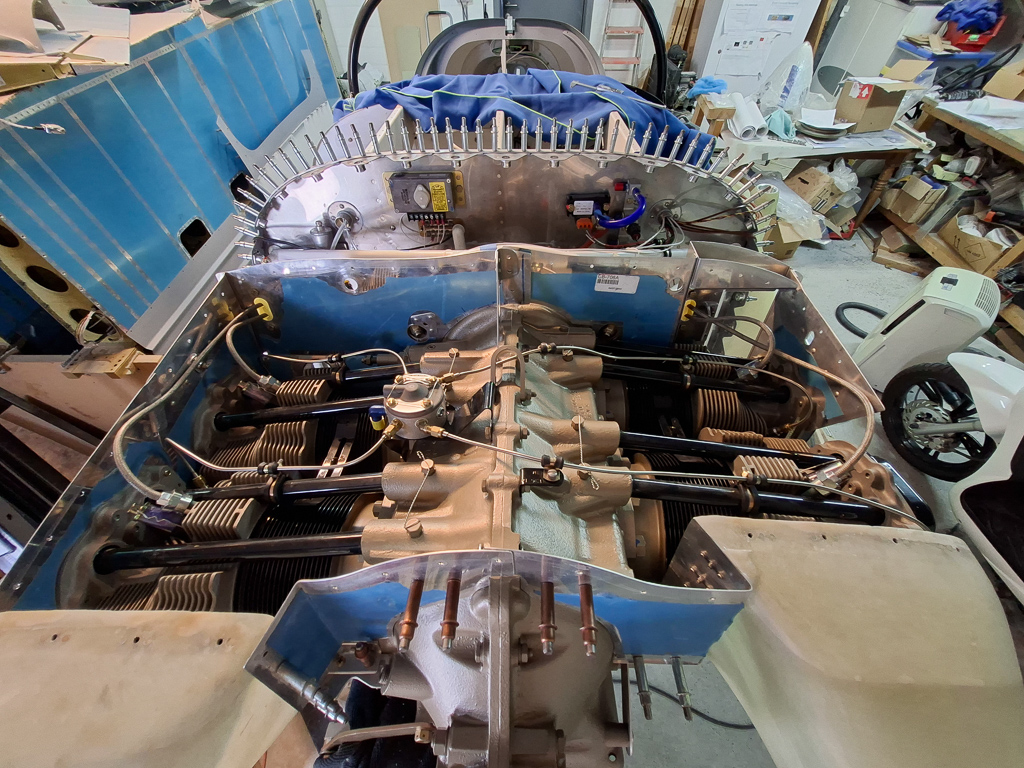
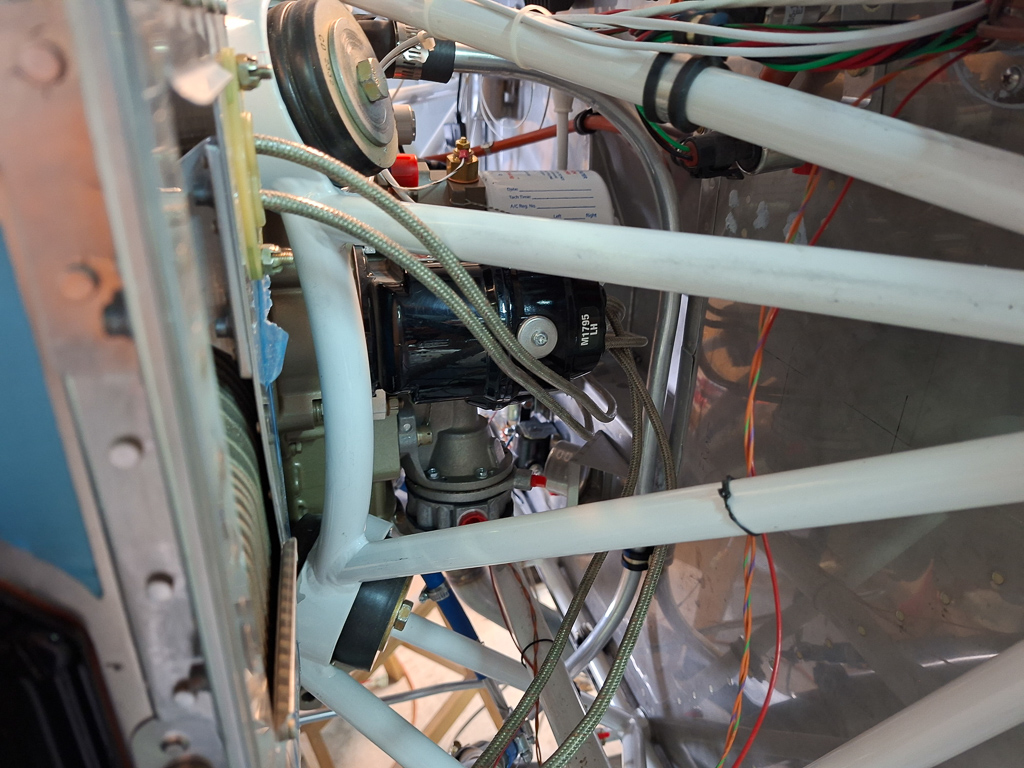
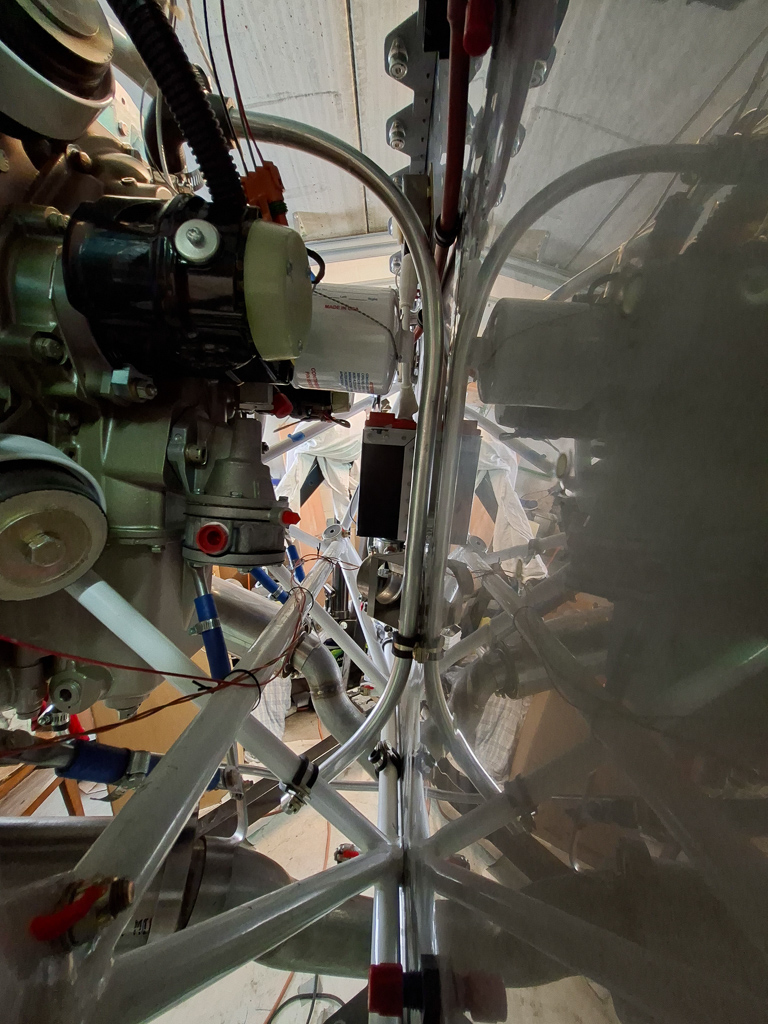
Instead I used these 2 adel clamps and secured the aluminum tube in a more aircraft worthy setup.
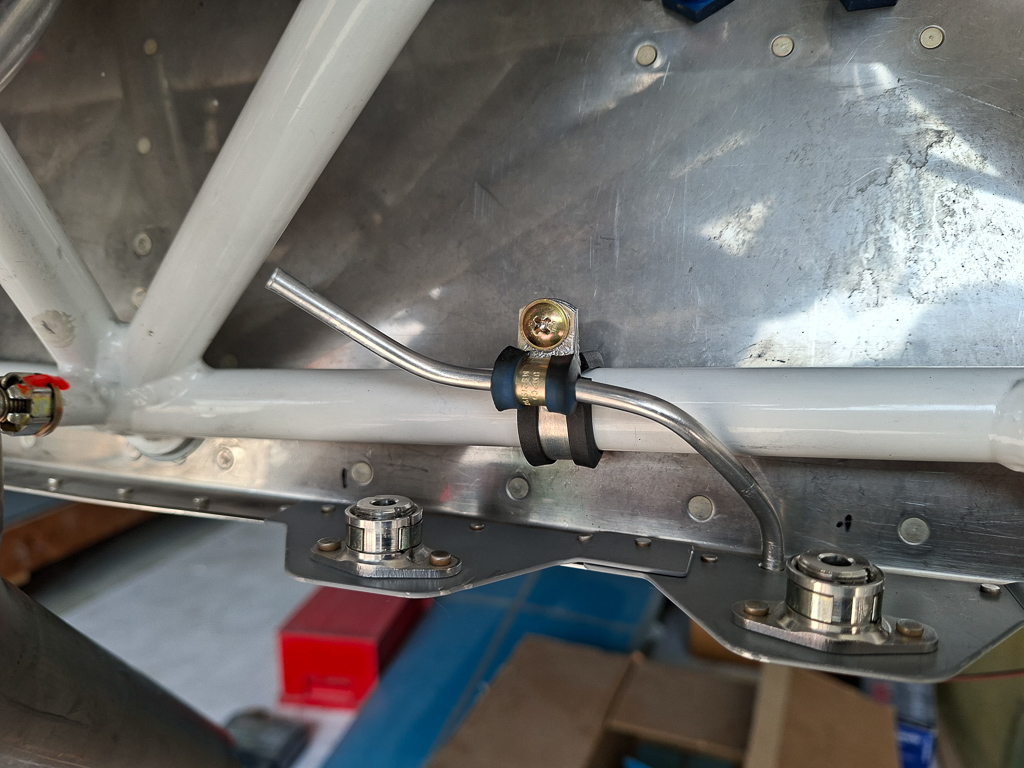
Here you can also see the exit below the bottom fuselage.
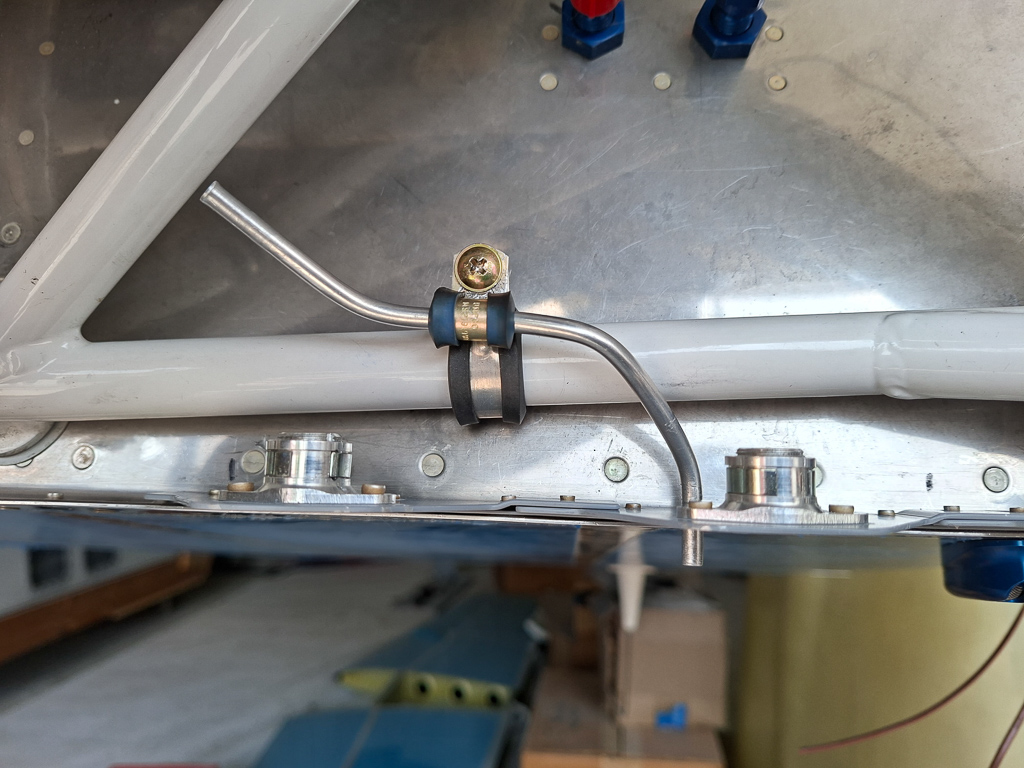
Looking at it from the side, you can see the line is sufficiently clear from the engine mount. It takes some thinking when applying these bends. The material is thin and allows for easy minor modification by hand.
Don't get too excited doing it by hand. It's also soft enough to flatten out in the bends if you overdo it. I only used the 1/4" tube bender and did only minor adjustments by hand.

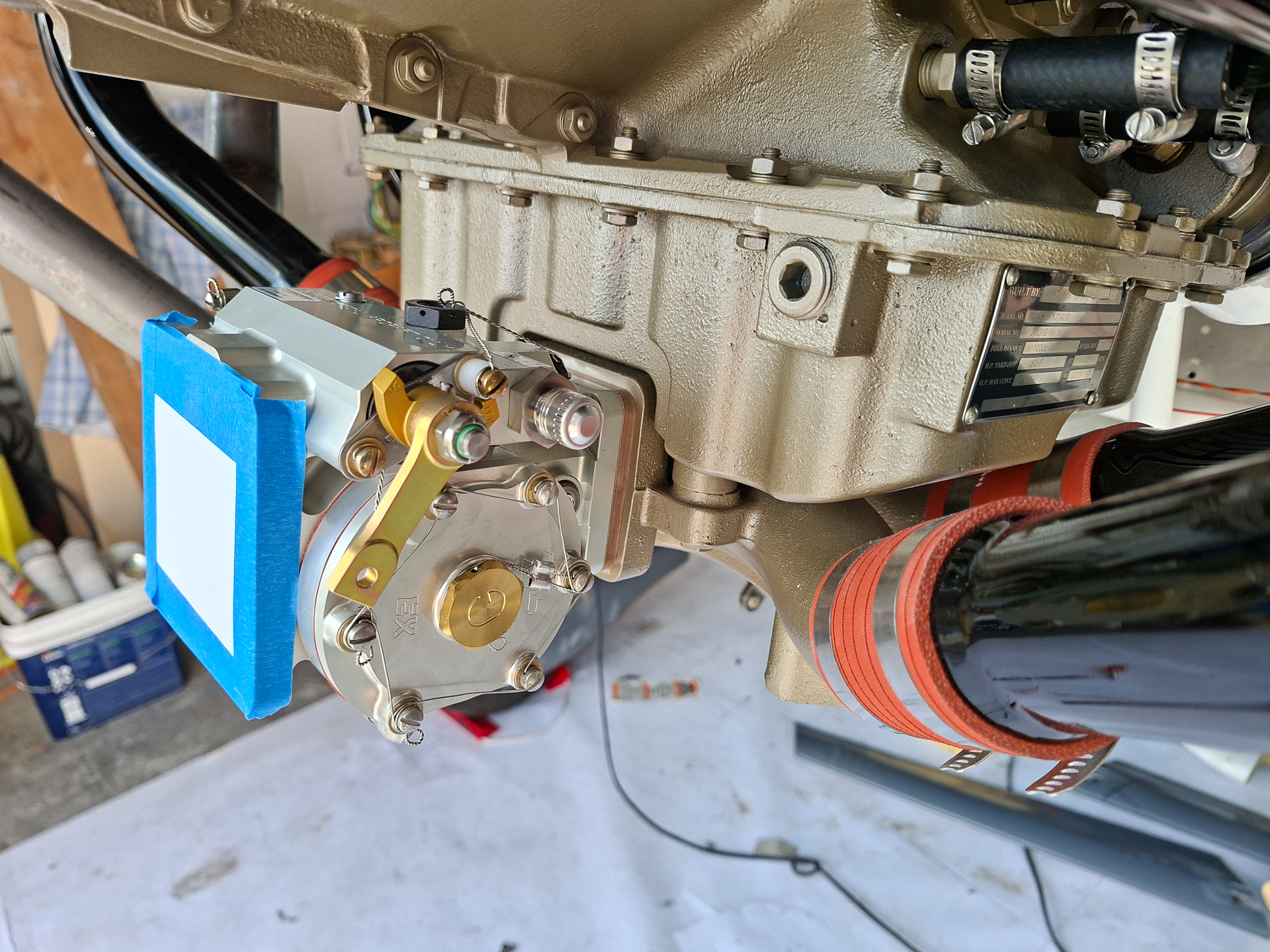
Time to install the overflow plug in the mechanical fuel pump.
The fuel pump has an aluminum case. Thightning the overflow plug too much mach cause the case to crack. The note on the packing clearly indicates you should install the plug fingerthight and then add 1.5 tot 2 turns.
Put some fuellube lubricant on the plug. I had this on the shelf for years and never knew what to do with it. Well here is an application for it.
With the plug installed in the fuel pump, I attached the plastic tubing to the plug. Easier said than done. It's actually pretty hard getting the tube more than 1/4" over the tube.
The plug also doesn't feel like very strong so excessive force is not a good idea.
A little heat from a heat gun will allow you to slide the tube higher and get it to about 1 inch up the tube. I doubt if this will ever be able to release itself.
I even doubt if I ever will be able to get the tube off again if I would need to. It's is rock thight.
Also used the same technique to connect the plastic tube on the aluminum tube.
Put a tiny flange on the aly tube and get the plastic tube over it for about 1 inch.

Vans tells you to safety wire the plastic tube. I wonder if it really makes a difference. No way you can easily get it back off but did it anyway.

Safety wire also applied on the fuel overflow port.




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}